
Выбор технологических параметров переработки отходов ПО и областей использования получаемых из них изделий обусловлен их физико-химическими, механическими и технологическими свойствами, которые в значительной степени отличаются от тех же характеристик первичного полимера.
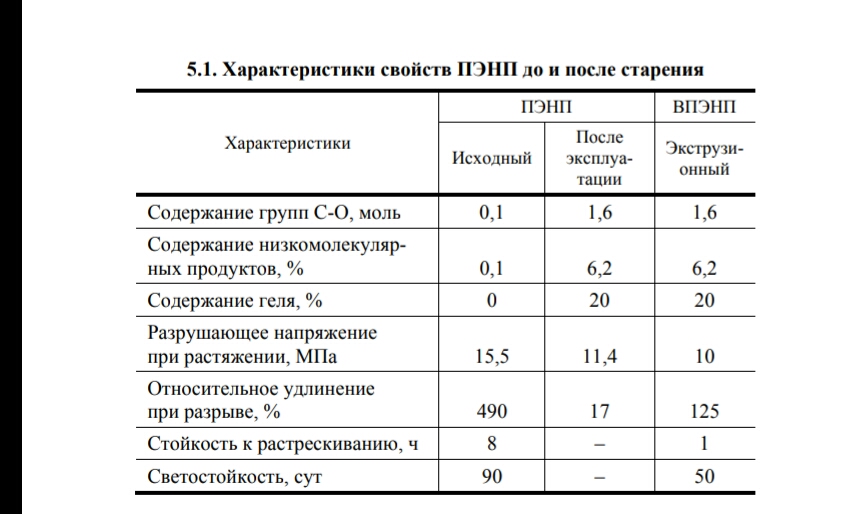
К основным особенностям вторичного ПЭНП (ВПЭНП), которые определяют специфику его переработки, следует отнести: низкую насыпную плотность; особенности реологического поведения расплава, обусловленные высоким содержанием геля; повышенную химическую активность вследствие изменений структуры, происходящих при переработке первичного полимера и эксплуатации полученных из него изделий. В процессе переработки и эксплуатации материал подвергается механохимическим воздействиям, термической, тепло- и фотоокислительной деструкции, что приводит к появлению активных групп, которые при последующих переработках способны инициировать реакции окисления [38, 39]. Изменение химической структуры начинается уже в процессе первичной переработки ПО, в частности при экструзии, когда полимер подвергается значительным термоокислительным и механохимическим воздействиям. Наибольший вклад в изменения, протекающие при эксплуатации, вносят фотохимические процессы. Эти изменения необратимы, в то время как физико-механические свойства, например, полиэтиленовой плёнки, отслужившей один-два сезона для укрытия парников, после перепрессовки и экструзии почти полностью восстанавливаются [34]. Образование при эксплуатации в ПЭ-плёнке значительного числа карбонильных групп приводит к повышенной способности ВПЭНП поглощать кислород, следствием чего является образование во вторичном сырьё винильных и винилиденовых групп, которые значительно снижают термоокислительную стабильность полимера при последующих переработках, инициируют процесс фотостарения таких материалов и изделий из них, снижают срок их службы. 87 Наличие карбонильных групп не определяет ни механические свойства (введение их до 9% в исходную макромолекулу не оказывает существенного влияния на механические свойства материала), ни пропускание плёнкой солнечного света (поглощение света карбонильными группами лежит в области длин волн менее 280 нм, а свет такого состава практически не содержится в солнечном спектре) [10]. Однако именно наличие карбонильных групп в ПЭ обусловливает весьма важное его свойство – стойкость к воздействию света. Инициатором фотостарения ПЭ являются гидропероксиды, образующиеся ещё при переработке первичного материала в процессе механохимической деструкции [38, 39]. Их инициирующее действие особенно эффективно на ранних стадиях старения, в то время как карбонильные группы оказывают существенное влияние на более поздних стадиях. Как известно, при старении протекают конкурирующие реакции деструкции и структурирования. Следствием первой является образование низкомолекулярных продуктов, второй – нерастворимой гельфракции. Скорость образования низкомолекулярных продуктов максимальна в начале старения. Этот период характеризуется низким содержанием геля и снижением физико-механических показателей. В дальнейшем скорость образования низкомолекулярных продуктов снижается, наблюдается резкое возрастание содержания геля и уменьшение относительного удлинения, что свидетельствует о протекании процесса структурирования. Затем (после достижения максимума) содержание геля в ВПЭ при его фотостарении снижается, что совпадает с полным израсходованием винилиденовых групп в полимере и достижением предельно допустимых значений относительного удлинения. Такой эффект объясняется вовлечением образовавшихся пространственных структур в процессе деструкции, а также растрескиванием по границе морфологических образований, что приводит к снижению физико-механических характеристик и ухудшению оптических свойств. Скорость изменения физико-механических характеристик ВПЭ практически не зависит от содержания в нем гель-фракции. Однако содержание геля необходимо всегда учитывать как структурный фактор при выборе способа повторной переработки, модификации и при определении областей использования полимера. Характеристики свойств ПЭНП до и после старения в течение трёх месяцев и ВПЭНП, полученного экструзией из состаренной плёнки, приведены в табл. 5.1. Характер изменения физико-механических характеристик для ПЭНП и ВПЭНП неодинаков: у первичного полимера наблюдается монотонное снижение прочности и относительного удлинения, которые составляют 30 и 70% соответственно после старения в течение 5 месяцев. 88 5.1. Характеристики свойств ПЭНП до и после старения Характеристики ПЭНП ВПЭНП Исходный После эксплуатации Экструзионный Содержание групп С-О, моль 0,1 1,6 1,6 Содержание низкомолекулярных продуктов, % 0,1 6,2 6,2 Содержание геля, % 0 20 20 Разрушающее напряжение при растяжении, MПа 15,5 11,4 10 Относительное удлинение при разрыве, % 490 17 125 Стойкость к растрескиванию, ч 8 – 1 Светостойкость, сут 90 – 50 Для вторичного ПЭНП характер изменения этих показателей несколько отличается: разрушающее напряжение практически не изменяется, а относительное удлинение уменьшается на 90%. Причиной этого может быть наличие гель-фракции во ВПЭНП, которая выполняет функцию активного наполнителя полимерной матрицы. Наличие такого «наполнителя» – причина появления значительных напряжений, следствием чего является повышение хрупкости материала, резкое снижение относительного удлинения (вплоть до 10% от значений для первичного ПЭ), стойкости к растрескиванию, прочности при растяжении (10...15 МПа), эластичности, повышение жёсткости. В ПЭ при старении происходит не только накопление кислородосодержащих групп, в том числе кетонных, и низкомолекулярных продуктов, но и значительное снижение физико-механических характеристик, которые не восстанавливаются после вторичной переработки состаренной полиолефиновой плёнки. Структурно-химические превращения в ВПЭНП происходят в основном в аморфной фазе. Это приводит к ослаблению межфазной границы в полимере, в результате чего материал теряет прочность, становится хрупким, ломким и подверженным дальнейшему старению как при повторной переработке в изделия, так и при эксплуатации таких изделий, которые характеризуются низкими физико-механическими показателями и сроком службы. Для оценки оптимальных режимов переработки вторичного полиэтиленового сырья большое значение имеют его реологические характеристики. Для ВПЭНП характерна низкая текучесть при малых на- 89 пряжениях сдвига, которая повышается при увеличении напряжения, причём рост текучести для ВПЭ больше, чем для первичного. Причиной этого является наличие геля во ВПЭНП, который значительно повышает энергию активации вязкого течения полимера. Текучесть можно регулировать, также изменяя температуру при переработке – с увеличением температуры текучесть расплава увеличивается. Итак, на вторичную переработку поступает материал, предыстория которого оказывает весьма существенное влияние на его физикомеханические и технологические свойства. В процессе вторичной переработки полимер подвергается дополнительным механохимическим и термоокислительным воздействиям, причём изменение его свойств зависит от кратности переработки. При исследовании влияния кратности переработки на свойства получаемых изделий показано, что 3 – 5-кратная переработка оказывает незначительное влияние (гораздо меньше, чем первичная). Заметное снижение прочности начинается при 5 – 10-кратной переработке. В процессе повторных переработок ВПЭНП рекомендуется повышать температуру литья на 3...5% или число оборотов шнека при экструзии на 4...6% для разрушения образующегося геля. Необходимо отметить, что в процессе повторных переработок, особенно при воздействии кислорода воздуха, происходит снижение молекулярной массы полиолефинов, которое приводит к резкому повышению хрупкости материала. Многократная переработка другого полимера из класса полиолефинов – ПП приводит обычно к увеличению показателя текучести расплава (ПТР), хотя при этом прочностные характеристики материала не претерпевают значительных изменений. Поэтому отходы, образующиеся при изготовлении деталей из ПП, а также сами детали по окончании срока эксплуатации могут быть повторно использованы в смеси с исходным материалом для получения новых деталей [37]. Из всего сказанного выше следует, что вторичное ПО сырьё следует подвергать модификации с целью улучшения качества и повышения срока службы изделий из него.
А. С. КЛИНКОВ, П. С. БЕЛЯЕВ, В. Г. ОДНОЛЬКО, М. В. СОКОЛОВ, П. В. МАКЕЕВ, И. В. ШАШКОВ
